
Dienstleistungen
Mess- und Kalibrierdienstleistungen
Industrielle Computertomografie Der industrielle Röntgen-Computertomograf Zeiss METROTOM 1500 ermöglicht die Durchführung von komplexen Mess- und Prüfaufgaben an Kunststoff- und Metallbauteilen. Durch das große realisierbare Messvolumen und die leistungsstarke Röntgenquelle können auch größer dimensionierte Bauteile komplett erfasst werden. Gleichzeitig können auch innenliegende Strukturen, welche taktil oder optisch nicht zugänglich sind, gemessen werden. Ein in Sonderanfertigung implementierter Hexapod erlaubt individualisierbare Messstrategien zur Artefaktreduktion.
Wir bieten:
|
|
Multisensormesstechnik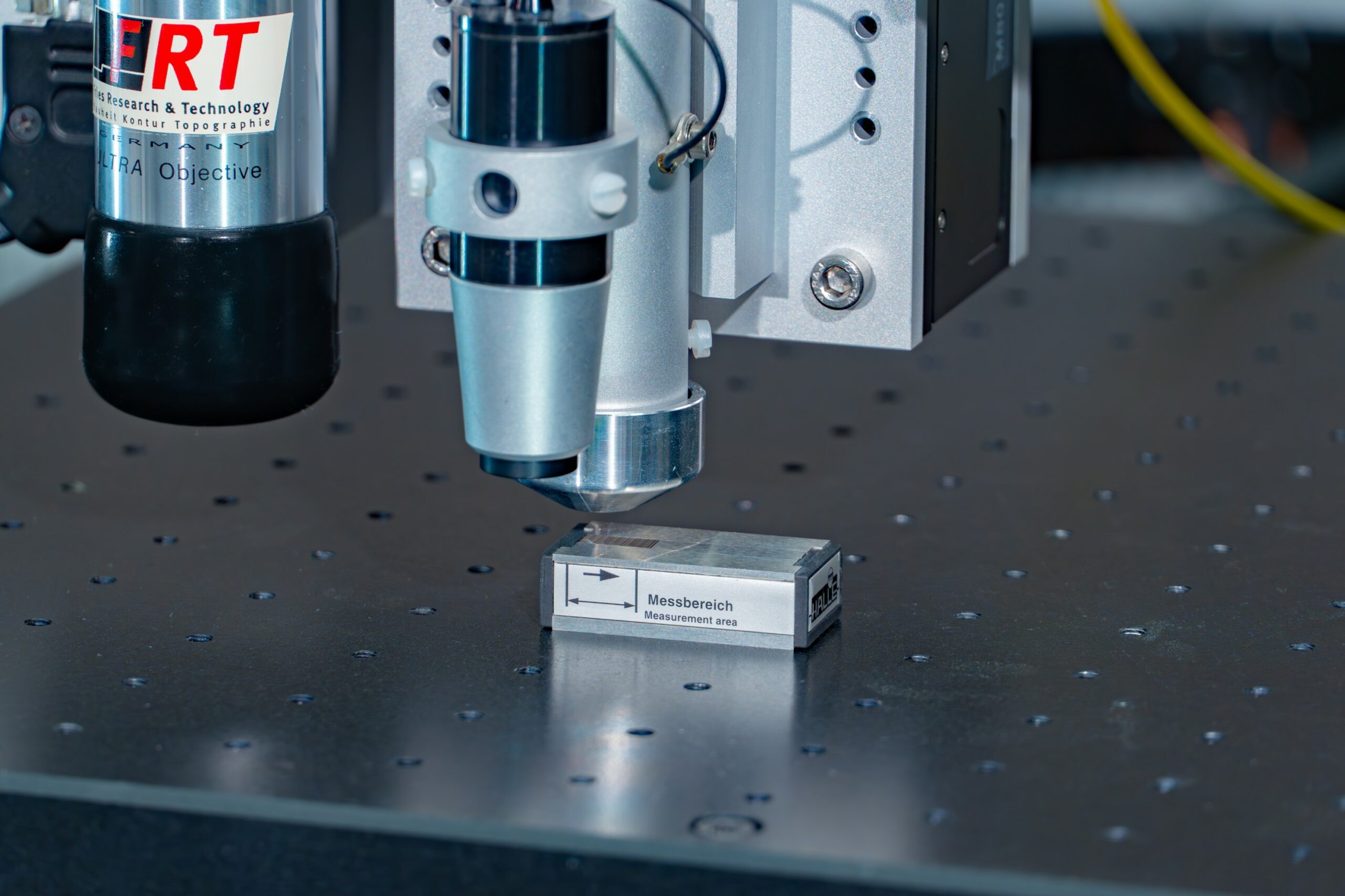 Das Multisensormesssystem FRT MicroGlider ist ein Oberflächenmessgerät für berührungslose und berührende Messungen mit Subnanometer-Auflösung. Es umfasst einen konfokal chromatischen Aberrationssensor, der die Probe mit fokussiertem Weißlicht bei einem Arbeitsabstand von 4,5 mm beleuchtet. Das reflektierte Licht wird mit einem Spektrometer zur Abstandsbestimmung ausgewertet, so dass Strukturen auf der Oberfläche des Werkstücks erfasst werden können. Mit dem als weiteren Sensor integrierten Rasterkraftmikroskop kann die Werkstückoberfläche mit einer kleinen Siliziumspitze (Cantilever) zusätzlich abgetastet werden. Außerdem lassen sich die Oberflächen mit einem taktilen Tastsystem (Profilometer) erfassen.
Wir bieten:
|
|
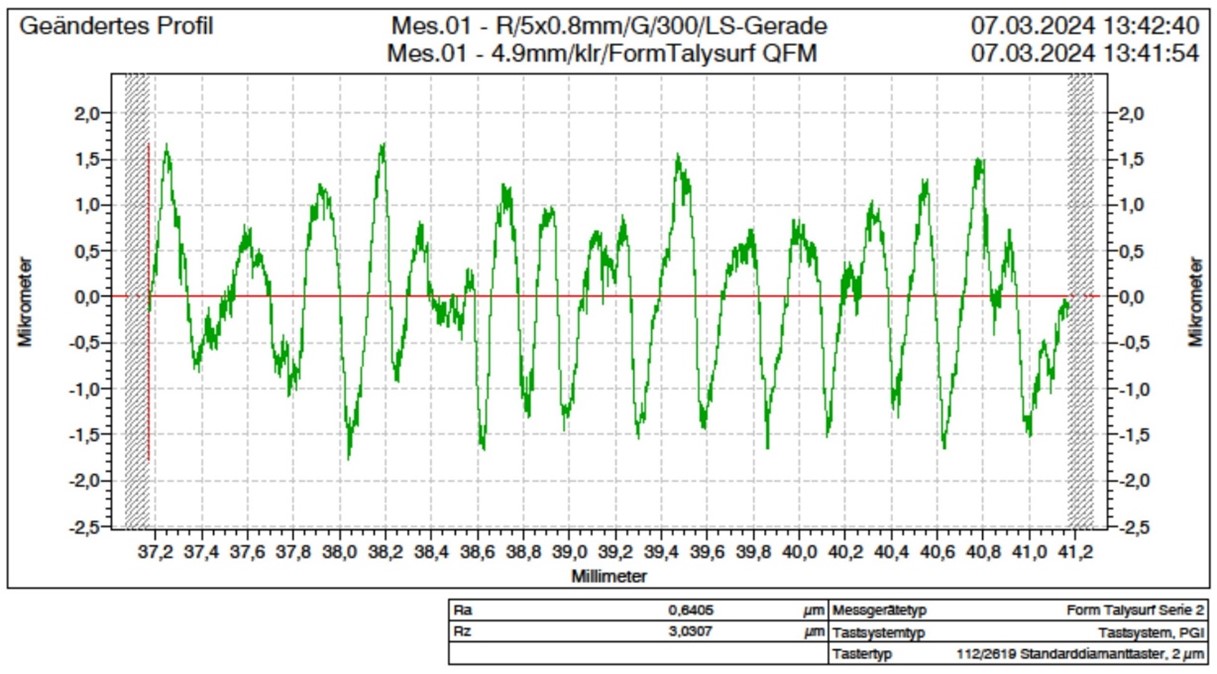
Taktile Oberflächenmesstechnik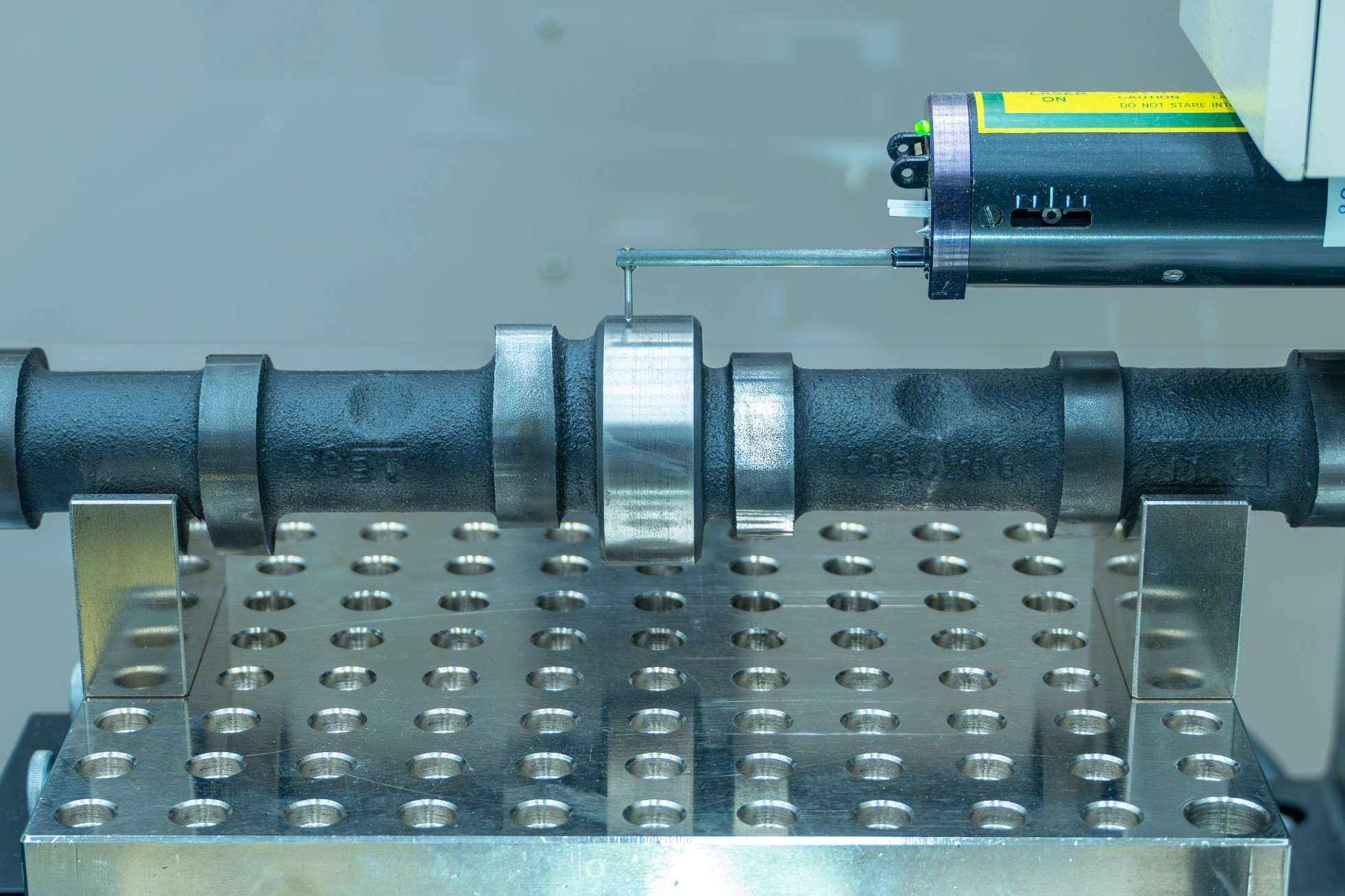 Das Form Talysurf Serie 2 PGI ist ein taktiles Oberflächenmessgerät, mit dem Mikrostrukturen und Konturen im Makrobereich aufgenommen werden können. Die Oberfläche des Werkstücks wird von dem eingesetzten Taster (Tastnadelradien im Bereich von 2 µm bis 1 mm) erfasst und dadurch das am entgegengesetzten Ende des Tasthebels befindliche Phasengitter ausgelenkt. Ein interferometrischer Lesekopf dient zur photoelektrischen Erfassung der Auslenkung des Tasthebels und der Kontur der Werkstückoberfläche. Durch die über den Messbereich konstante Auflösung des inkrementellen Phasengitterinterferometers können Strukturen mit Höhenunterschieden von wenigen Mikrometern auf der Werkstückoberfläche erfasst werden.
Wir bieten:
|
|
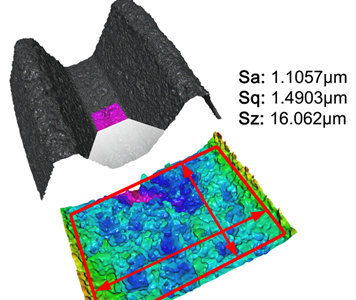
Optische Oberflächenmesstechnik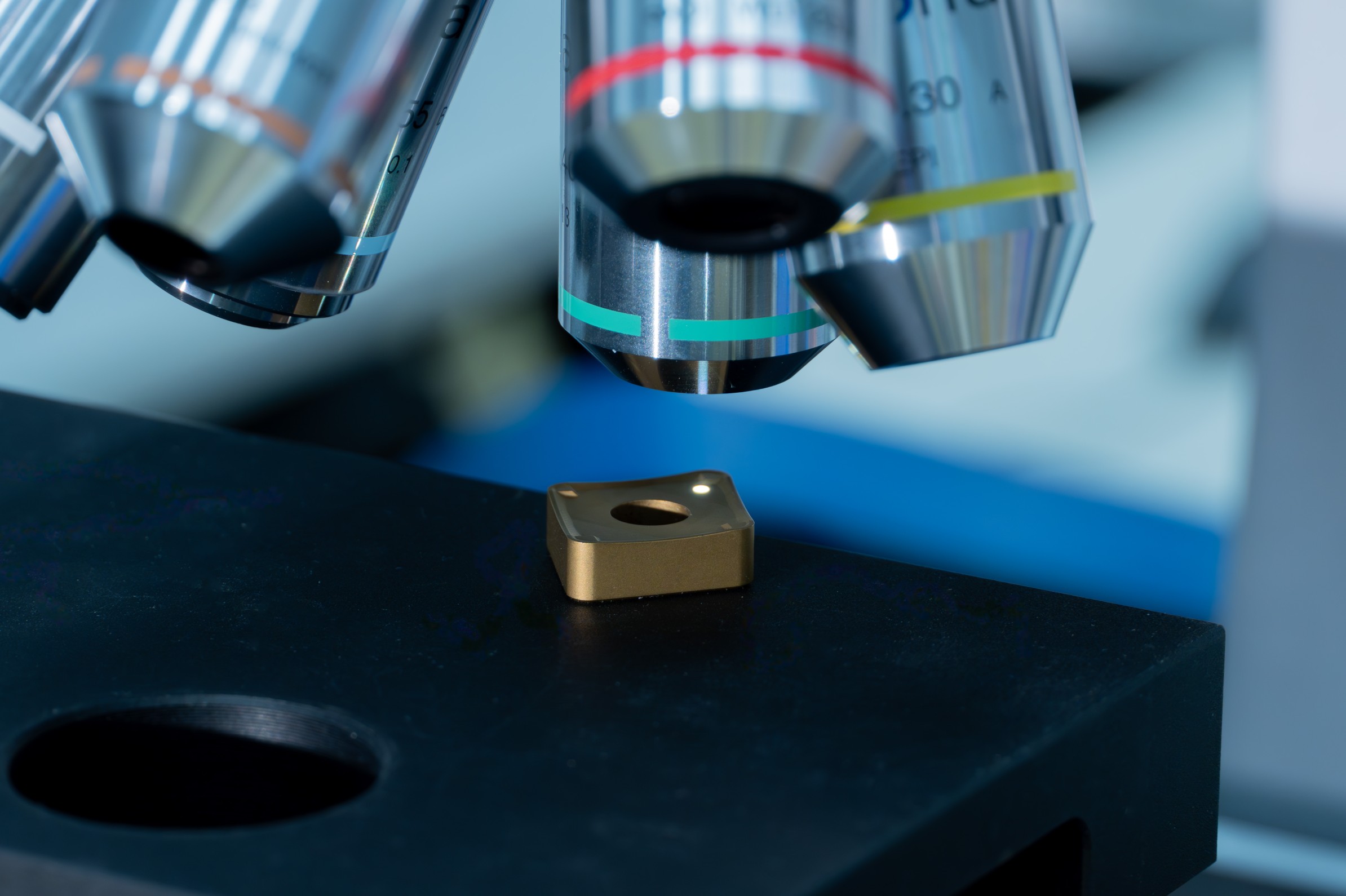 Das Alicona G4 InfiniteFocus ist ein hochauflösendes optisches 3D-Oberflächenmesssystem zur Qualitätssicherung in Labor und Produktion. Mit nur einem System deckt es die klassische Oberflächenmesstechnik und die Koordinatenmesstechnik ab. Selbst bei komplexen Formen oder unterschiedlichen Materialeigenschaften erzielt es über große vertikale und laterale Scanbereiche eine vertikale Auflösung von bis zu 10 nm.
Wir bieten:
|
|
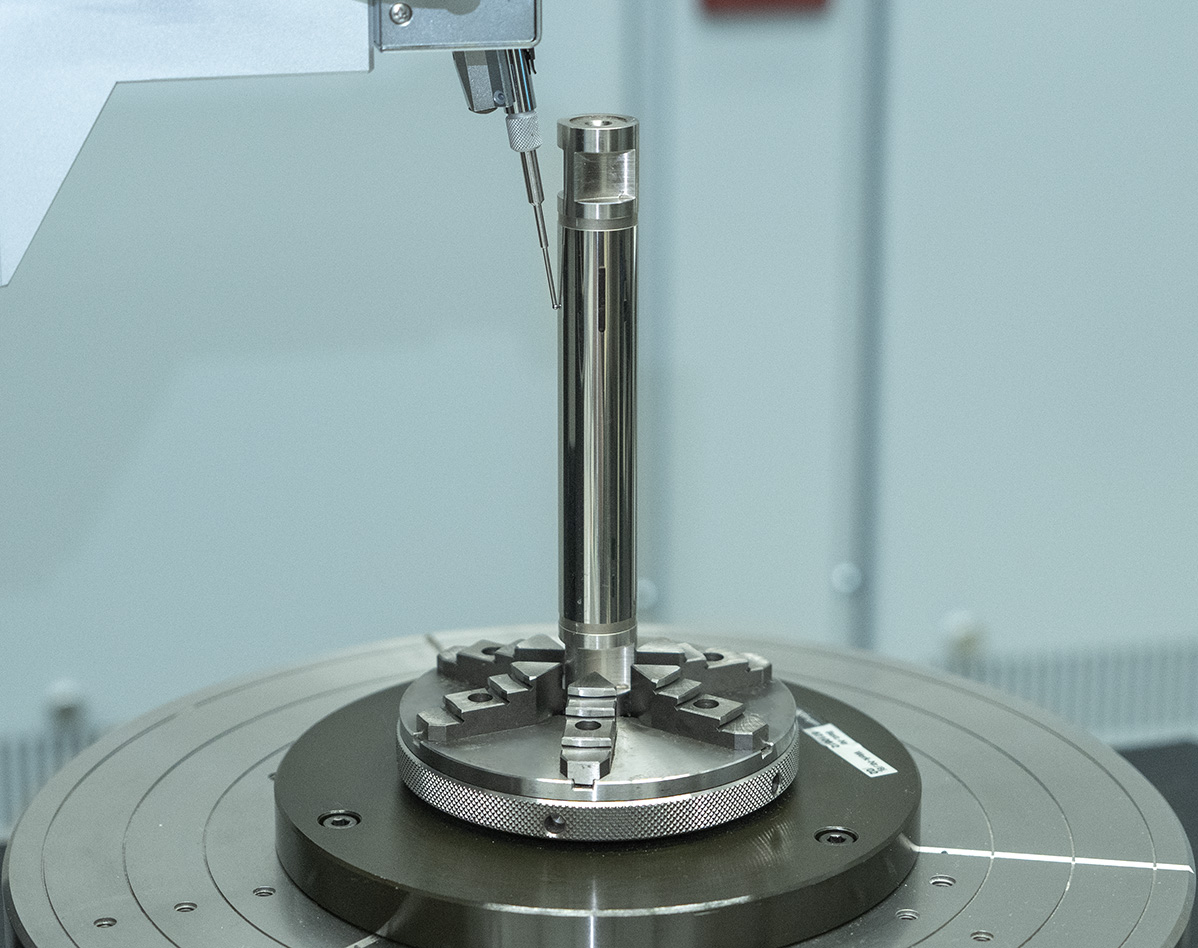
Formmesstechnik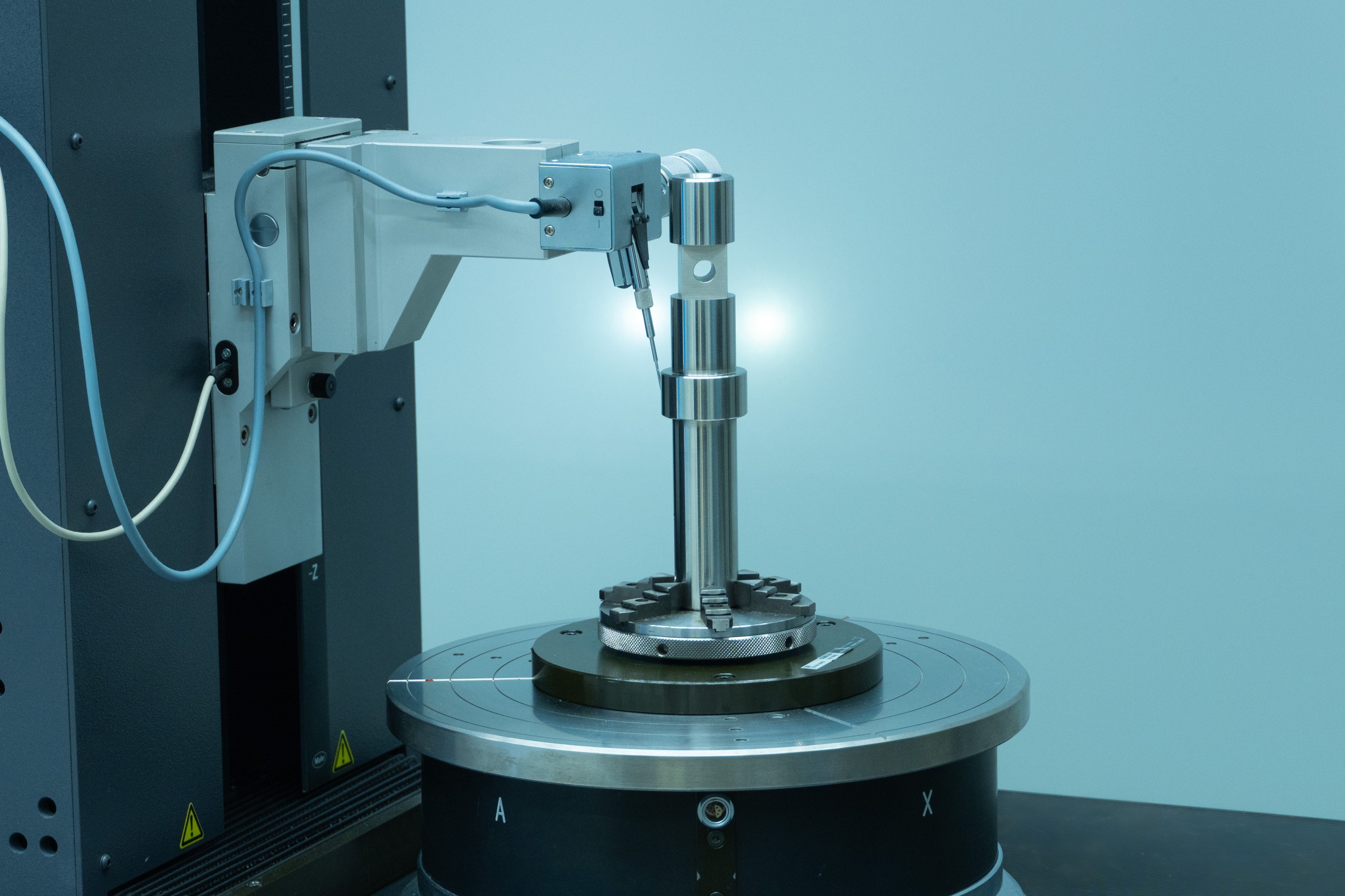 Das hochgenaue Formmessgerät Mahr MarForm MFU 800 ermöglicht das Messen von Form- und Lageparametern an Werkstücken. Es wird insbesondere für die Messung von eng tolerierten, vorwiegend rotationssymmetrischen Präzisionsteilen eingesetzt. Das Gerät verfügt über taktile Sensorik für die hochgenaue Messung.
Wir bieten:
|
|
Koordinatenmesstechnik (FAU intern) Das Multisensor-Koordinatenmessgerät Zeiss Prismo 12/18/7 ultra ermöglicht das Messen von Maß-, Form- und Lageparametern an Werkstücken. Das Gerät verfügt über taktile Sensorik für die hochgenaue Messung sowie über optische Sensorik zur Messung von geometrischen Merkmalen mittels einer hohen Anzahl an Messpunkten. Wir bieten:
|

Datenanalyse
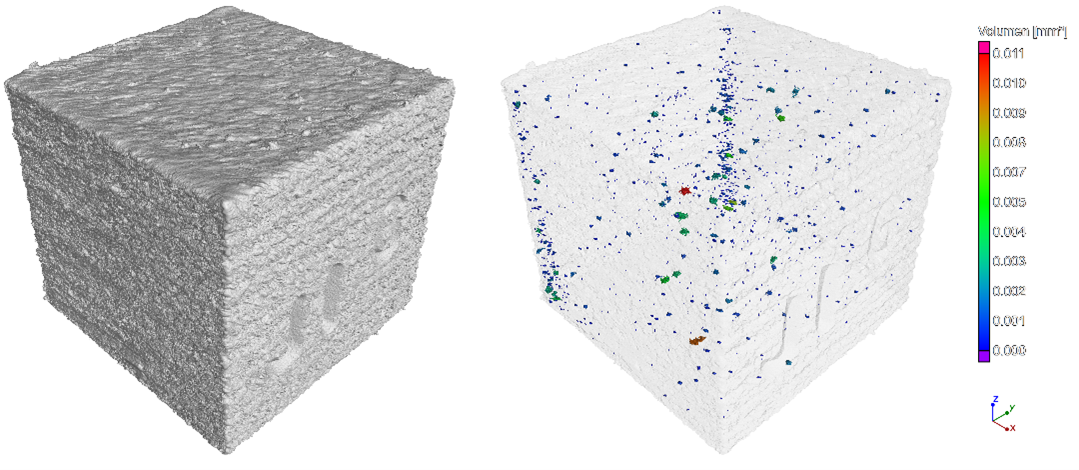
Volumenanalyse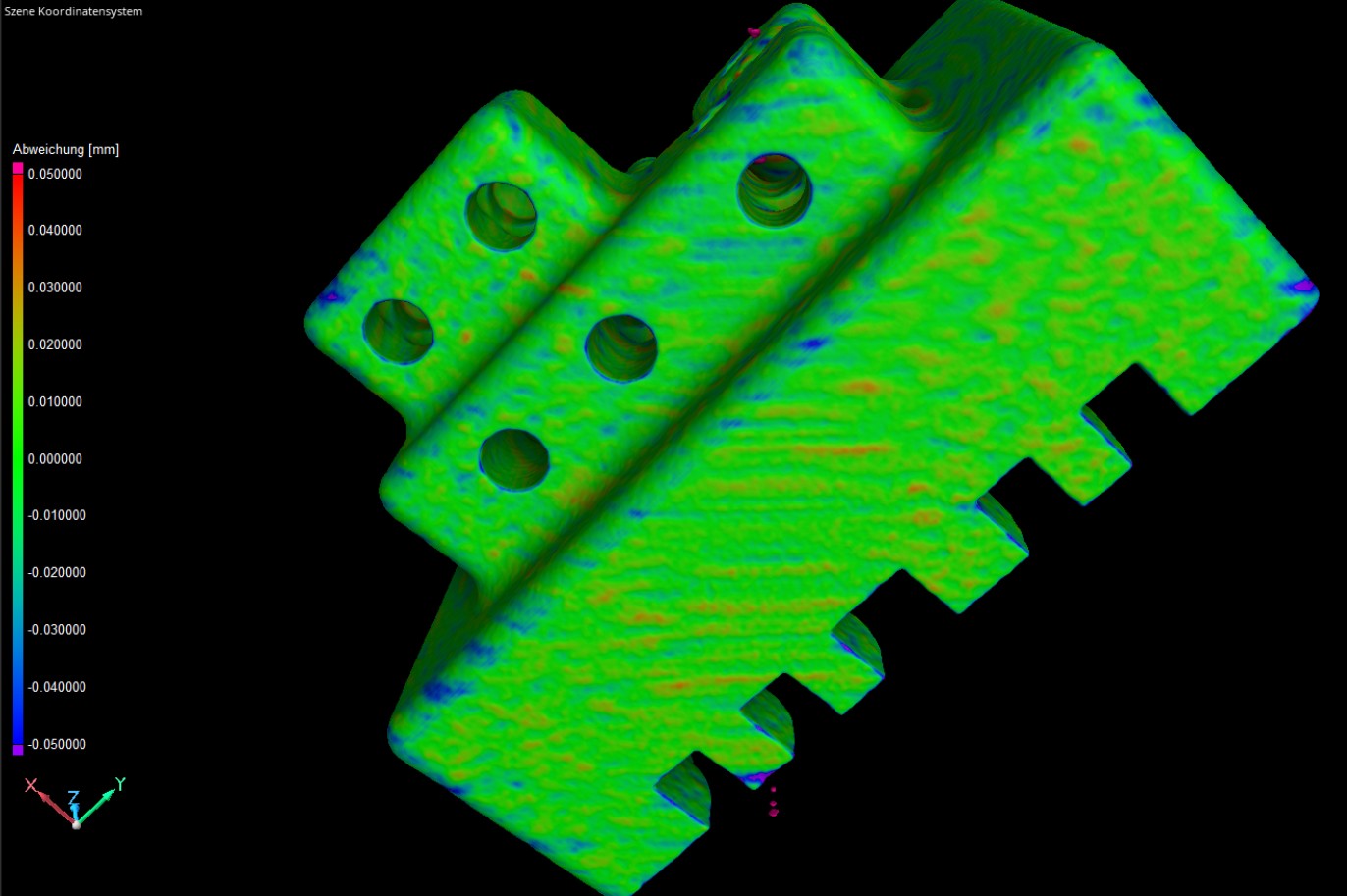 Mit der Software VGSTUDIO MAX lassen sich Volumendatensätze, sowie CAD-Daten, Punktewolken und Polygonnetze visualisieren und analysieren. Die Software ist der Quasistandard in der Auswertung von computertomografischen Daten und ergänzt ideal das METROTOM 1500. Abseits der Computertomografie (CT) können generell Oberflächendaten und Polygonnetze analysiert werden. Die Einsatzgebiete der Software umfassen unter anderem die dimensionellen Messtechnik, zerstörungsfreie Fehlersuche und die Analyse von Wandstärke und Defekten.
Wir bieten:
|
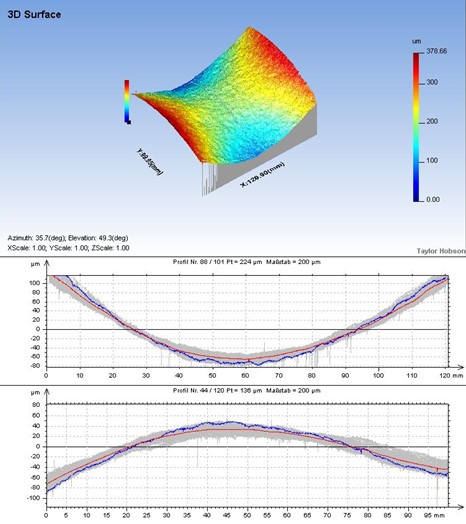
Konturanalyse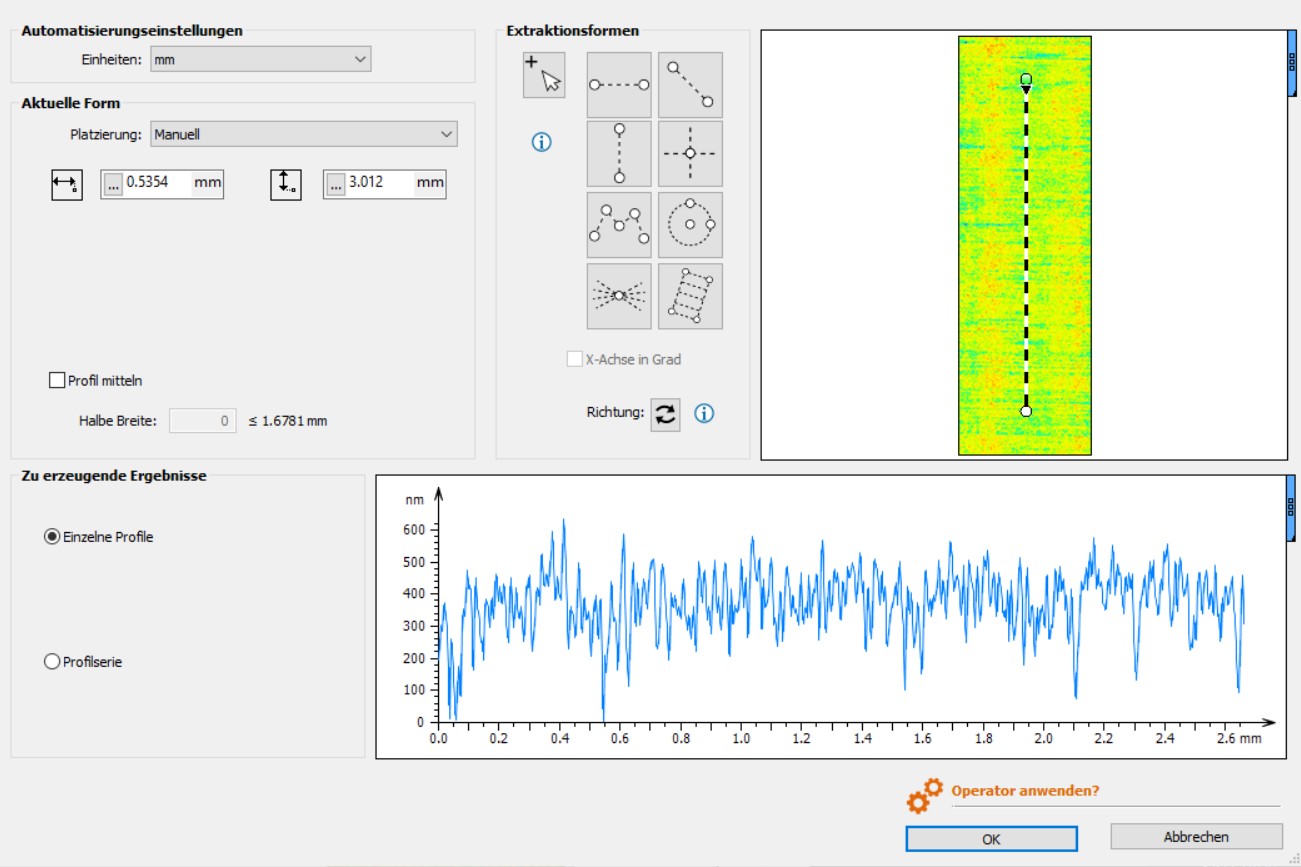 Die von Ingenieuren, Wissenschaftlern und Messtechnikern weltweit eingesetzte MountainsMap®-Software ist das Mittel der Wahl in der 2D- und 3D-Oberflächentexturanalyse und messtechnik zur Verwendung mit Profil-Messgeräte and flächenhaft arbeitende Messgeräten. Visualisierung, Korrektur und Analyse von Profilen und Oberflächen – Rauheits- und Welligkeitsfilter gemäß ISO 16610 – Berechnung von ISO-Profilen und Flächenparametern – Extraktion funktionaler und messtechnischer Informationen aus Ihren Daten mithilfe fortschrittlicher Werkzeuge: Fourier-Analyse, Partikelanalyse, Stufenhöhe, Formanpassung, Wavelet-Filter, Fraktalanalyse usw. – Freiformflächen (Schalen) laden, visualisieren und analysieren.
Wir bieten:
|
Erweiterte Dienstleistungen und Kooperationsprojekte
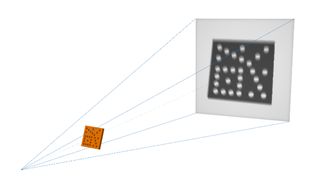
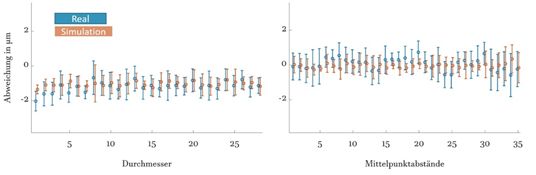
Realistische digitale Modelle für Röntgen-ComputertomografenEin realistisches digitales Modell eines industriellen Röntgen-Computertomografen ermöglicht die vorab Simulation von Mess- und Prüfaufgaben sowie perspektivisch die Ermittlung der Messunsicherheit gemäß GUM Supplement 1. Dadurch ist es möglich den Entwicklungs- und Prüfprozess von Messaufgaben zu beschleunigen und zu optimieren.
Wir bieten:
|
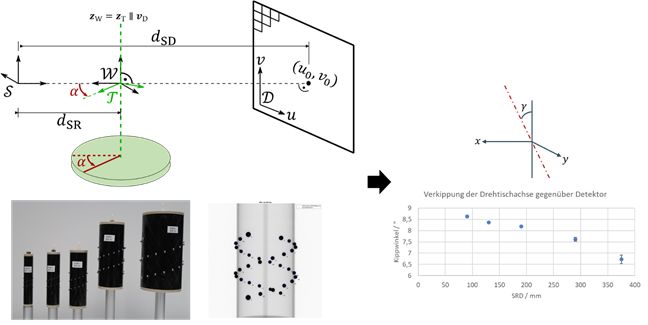
Geometriekalibrierung für CT-GeräteFür Kunden, die bereits mit eigener CT-Messtechnik arbeiten, jedoch mit den Auswirkungen von Geometrieabweichungen (z. B. Doppelränder durch schlecht justierte Drehtischachse, Skalierungsabweichungen bei dimensionellen Messungen durch unzureichend bestimmte Vergrößerung) zu kämpfen haben, bieten wir die Möglichkeit, mit lehrstuhleigenen Einmesskörpern die CT-Geometrieparameter durch Kalibrierscans hochgenau zu ermitteln und Hilfestellung, um diese bei der Volumenrekonstruktion erfolgreich zu korrigieren.
Wir bieten:
|


Messraum
 Übersicht des FMT-Messraums Übersicht des FMT-Messraums
Messungen im Rahmen von Dienstleistungen und Forschungskooperationen finden in unserem Messraum statt. Dieser besitzt nach VDI/VDE 2627 Blatt 1 die höchste Messraumgüteklasse (Güteklasse 1) und eignet sich somit optimal für die Messung geometrischer Merkmale an Messobjekten.
|