
Dienstleistungen
Mess- und Kalibrierdienstleistungen
Industrielle Computertomografie Der industrielle Röntgen-Computertomograf Zeiss METROTOM 1500 ermöglicht die Durchführung von komplexen Mess- und Prüfaufgaben an Kunststoff- und Metallbauteilen. Durch das große realisierbare Messvolumen und die leistungsstarke Röntgenquelle können auch größer dimensionierte Bauteile komplett erfasst werden. Gleichzeitig können auch innenliegende Strukturen, welche taktil oder optisch nicht zugänglich sind, gemessen werden. Ein in Sonderanfertigung implementierter Hexapod erlaubt individualisierbare Messstrategien zur Artefaktreduktion.
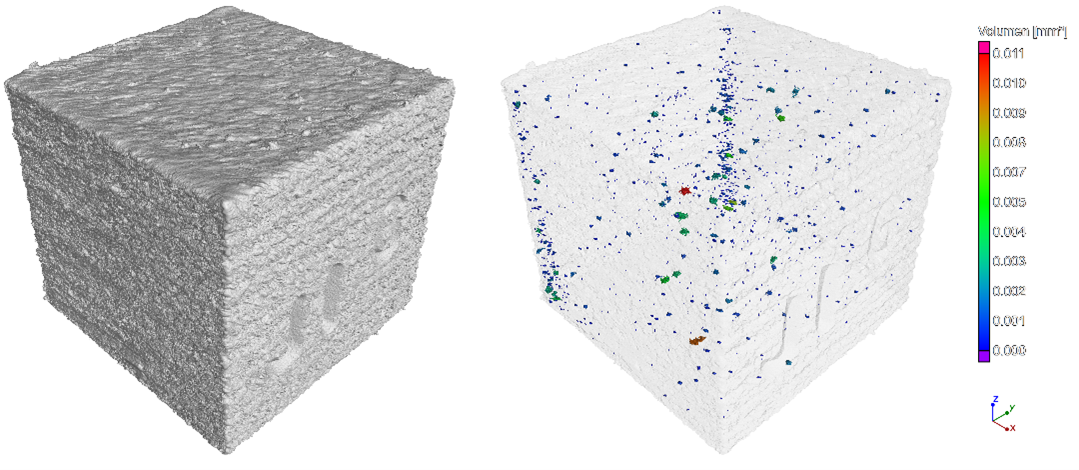
Additive Fertigungsverfahren wie das pulverbettbasierte Laserstrahlschmelzen werden zunehmend eingesetzt, um Prototypen, aber auch komplex geformte Funktionsbauteile mit topologieoptimierten Freiformflächen herzustellen. Eine fertigungsbedingte Bauteilporosität kann dabei jedoch schnell zu einem Versagen des Bauteils führen, falls in kritischen Bereichen eine erhöhte Porenanzahl oder ein erhöhtes Porenvolumen vorliegt. Messungen mit dem Röntgen-Computertomografen Metrotom 1500 ermöglichen beispielsweise eine zerstörungsfreie ortsaufgelöste 3D-Porenanalyse für das komplette Bauteil inklusive statistischer Analyse der Porosität.
3D-Porositäsanalyse für einen additiv gefertigten Probekörper aus Aluminium mit fertigungsbedingt erhöhtem Porenaufkommen in den hinteren Kantenbereichen.
Wir bieten:
|
||||||||||||
Multisensormesstechnik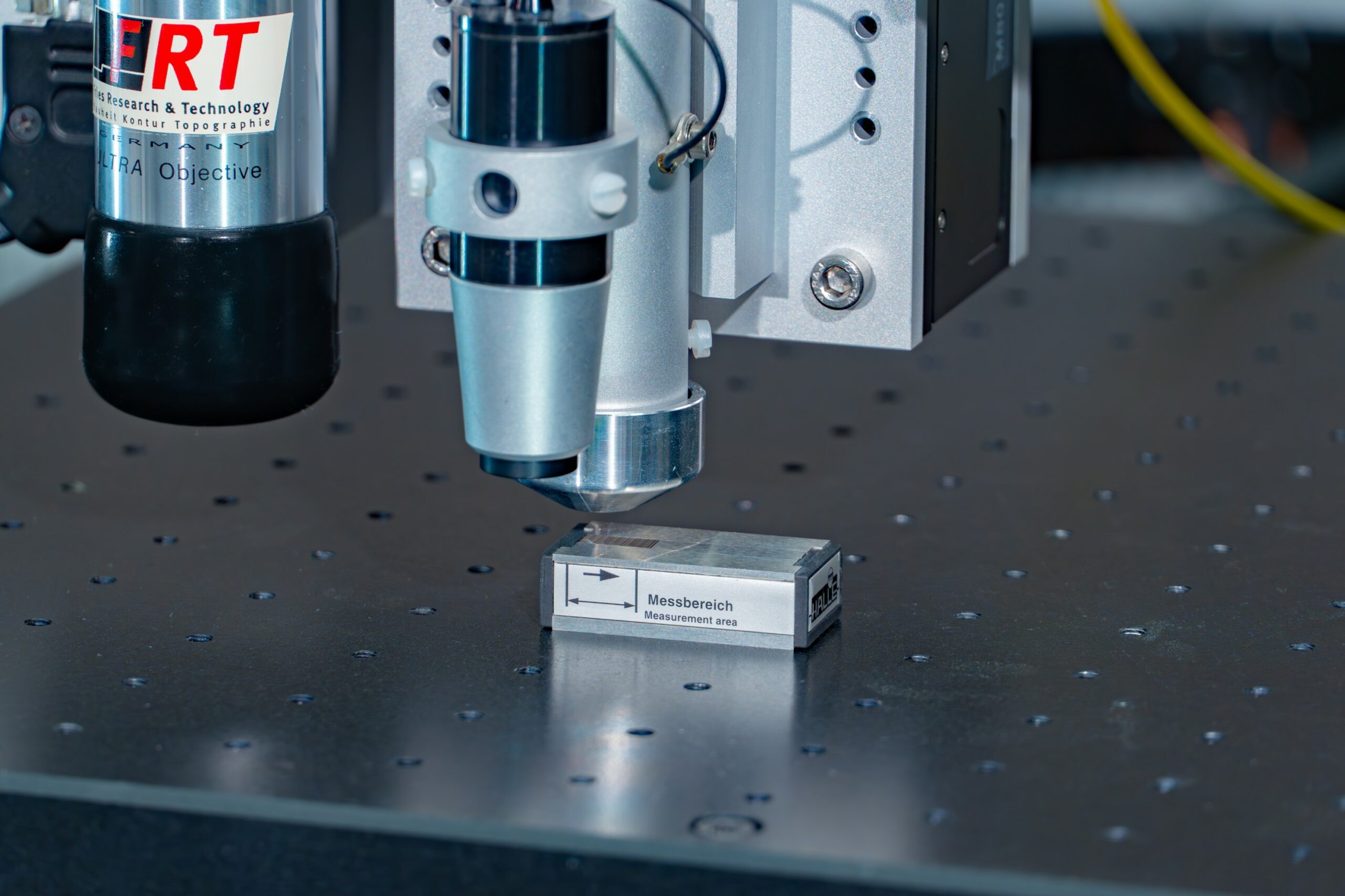 Das Multisensormesssystem FRT MicroGlider ist ein Oberflächenmessgerät für berührungslose und berührende Messungen mit Subnanometer-Auflösung. Es umfasst einen konfokal chromatischen Aberrationssensor, der die Probe mit fokussiertem Weißlicht bei einem Arbeitsabstand von 4,5 mm beleuchtet. Das reflektierte Licht wird mit einem Spektrometer zur Abstandsbestimmung ausgewertet, so dass Strukturen auf der Oberfläche des Werkstücks erfasst werden können. Mit dem als weiteren Sensor integrierten Rasterkraftmikroskop kann die Werkstückoberfläche mit einer kleinen Siliziumspitze (Cantilever) zusätzlich abgetastet werden. Außerdem lassen sich die Oberflächen mit einem taktilen Tastsystem (Profilometer) erfassen.
Chromatischer Sensor (CWL):
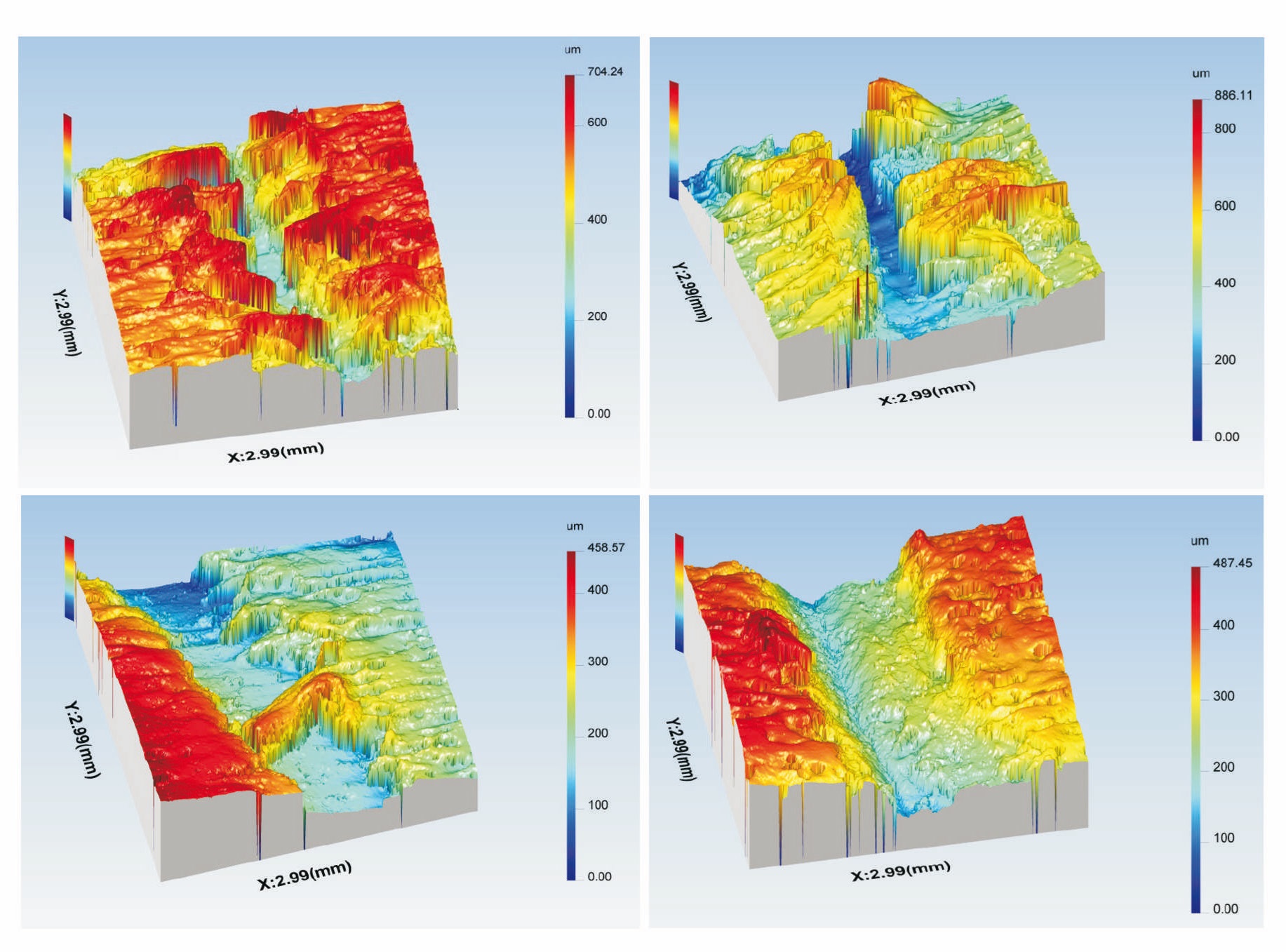
Die mit dem chromatischen Weißlichtsensor erzeugten Messdaten der Oberfläche eines Werkstücks werden meist mit der Messsoftware MountainsMap®-Software ausgewertet. Für die Auswertung und grafische Darstellung des Werkstücks werden die erfassten Oberflächenmessdaten zunächst rechnerisch ausgerichtet (Gauß-Ebene). Im gezeigten Beispiel wurde zur Bestimmung der Flächendurchbiegung des Werkstücks in X- und Y-Richtung die maximale Flächendurchbiegung rechnerisch und grafisch bestimmt. 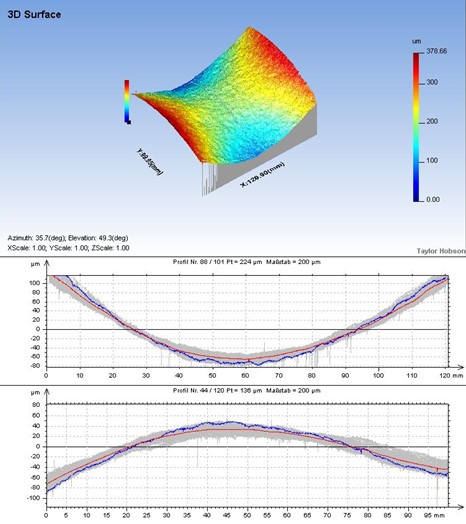
Wir bieten:
|
||||||||||||
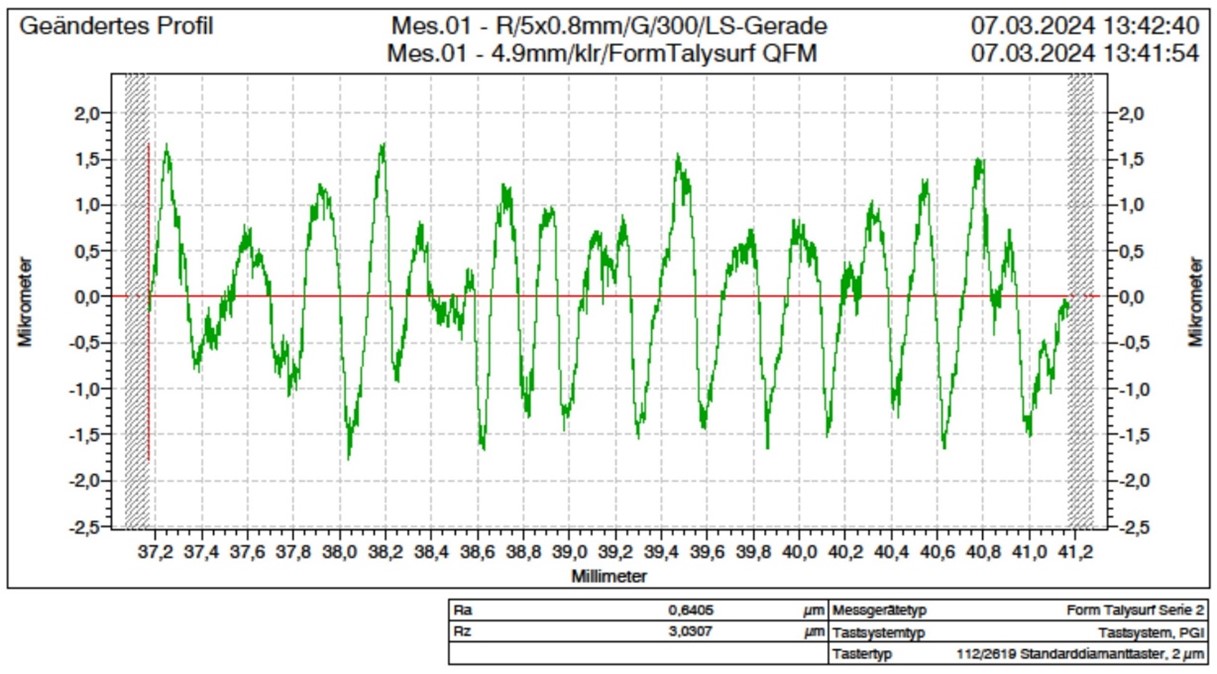
Taktile Oberflächenmesstechnik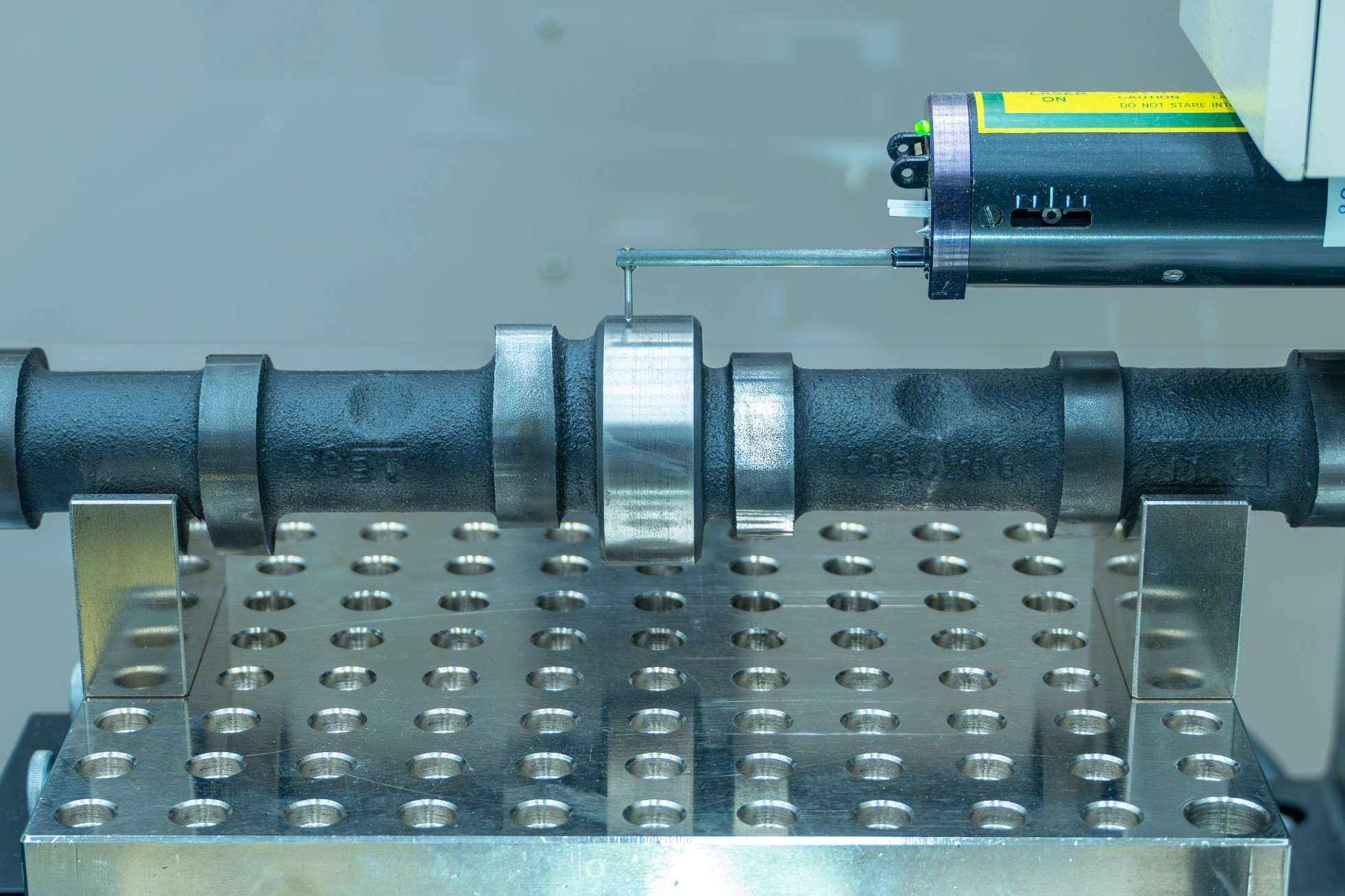 Das Form Talysurf Serie 2 PGI ist ein taktiles Oberflächenmessgerät, mit dem Mikrostrukturen und Konturen im Makrobereich aufgenommen werden können. Die Oberfläche des Werkstücks wird von dem eingesetzten Taster (Tastnadelradien im Bereich von 2 µm bis 1 mm) erfasst und dadurch das am entgegengesetzten Ende des Tasthebels befindliche Phasengitter ausgelenkt. Ein interferometrischer Lesekopf dient zur photoelektrischen Erfassung der Auslenkung des Tasthebels und der Kontur der Werkstückoberfläche. Durch die über den Messbereich konstante Auflösung des inkrementellen Phasengitterinterferometers können Strukturen mit Höhenunterschieden von wenigen Mikrometern auf der Werkstückoberfläche erfasst werden.
Das Funktionsverhalten eines Maschinenteiles wird entscheidend von der Beschaffenheit der Oberfläche beeinflusst. Deswegen werden oft Oberflächen-Rauheitsmessung mit einem Tastschnittgeräten vorgenommen. Für die Bestimmung der Oberflächen-Rauheitsparameter (z. B. Rz, Ra, etc.) von technischen Oberflächen wird zuerst das Primärprofil mit einer Tastspitze aufgenommen. Für die Berechnung der Oberflächenkenngrößen werden anschließend das Primärprofil unter Berücksichtigung der Profilfilter ausgewertet.
Wir bieten:
|
||||||||||||
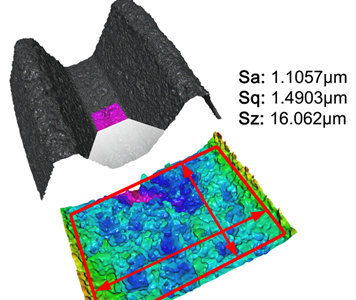
Optische Oberflächenmesstechnik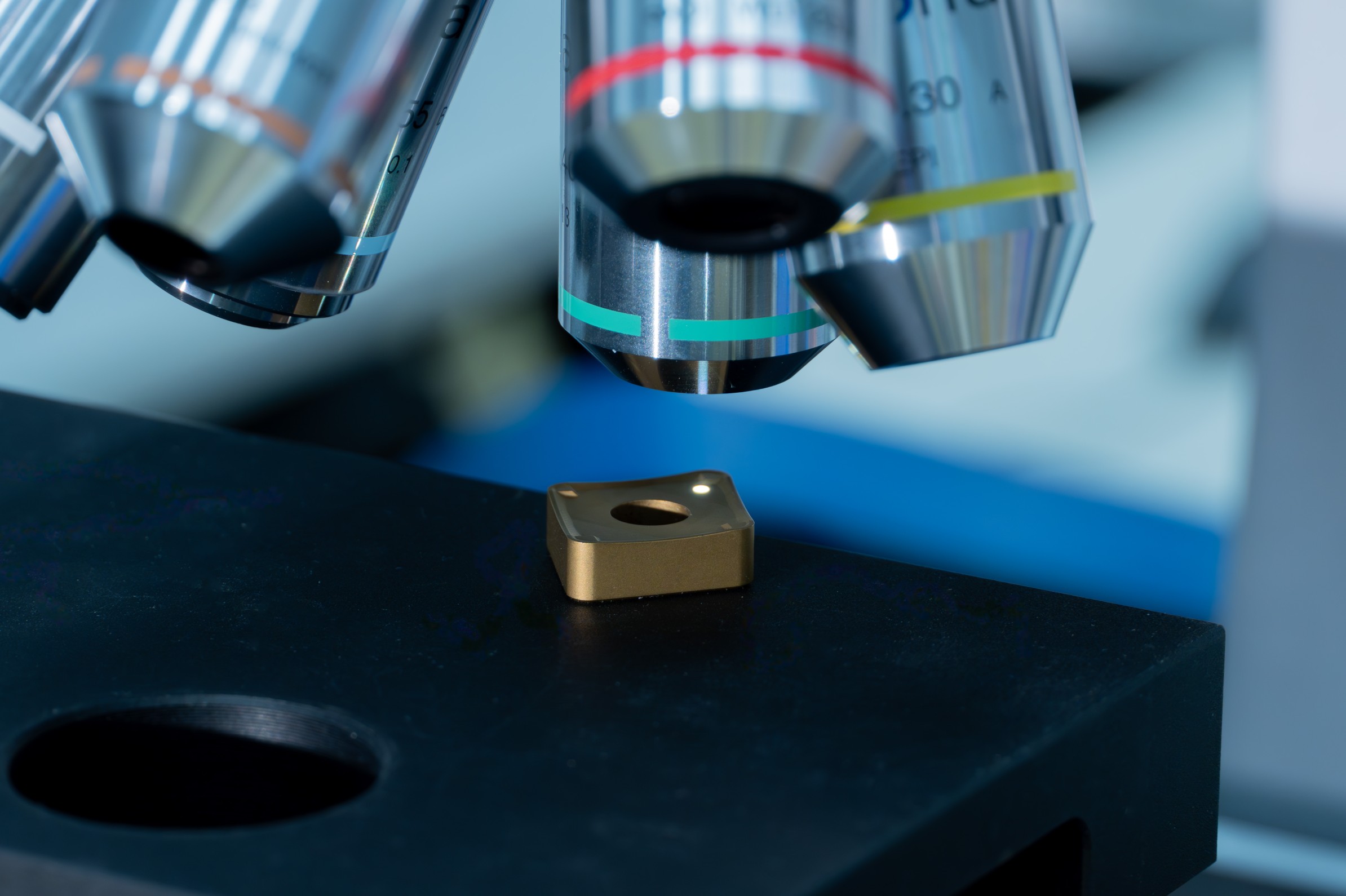 Das Alicona G4 InfiniteFocus ist ein hochauflösendes optisches 3D-Oberflächenmesssystem zur Qualitätssicherung in Labor und Produktion. Mit nur einem System deckt es die klassische Oberflächenmesstechnik und die Koordinatenmesstechnik ab. Selbst bei komplexen Formen oder unterschiedlichen Materialeigenschaften erzielt es über große vertikale und laterale Scanbereiche eine vertikale Auflösung von bis zu 10 nm.
Mit dem Alicona G4 InfiniteFocus können Regelgeometrien und komplexe Formen von Mikrokomponenten nicht nur aus einem Blickwinkel gemessen werden. In nur einem Messvorgang wird ein Oberflächendatensatz der vollständigen Form wie bspw. von Mikrozahnrädern generiert.
Wir bieten:
|
||||||||||||
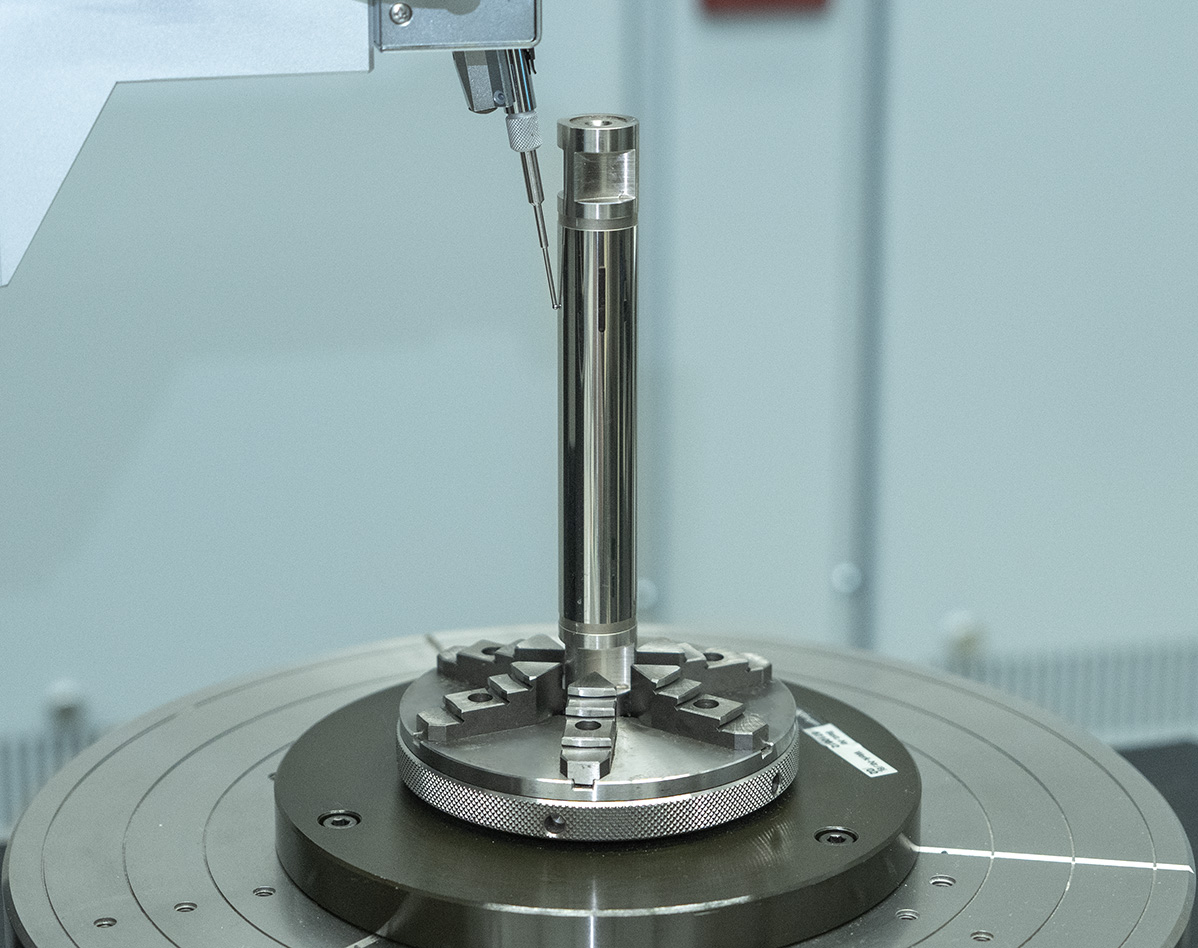
Formmesstechnik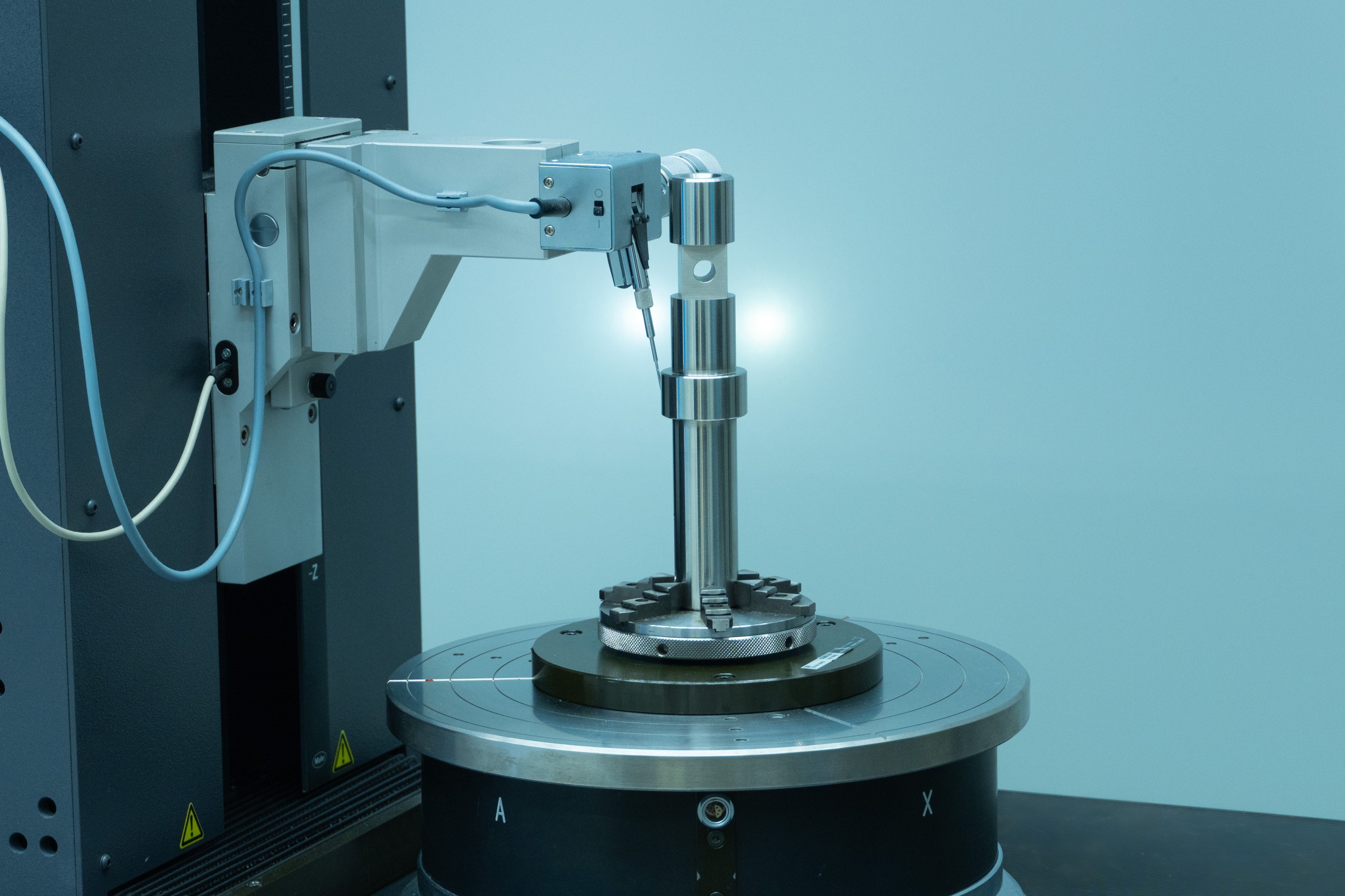 Das hochgenaue Formmessgerät Mahr MarForm MFU 800 ermöglicht das Messen von Form- und Lageparametern an Werkstücken. Es wird insbesondere für die Messung von eng tolerierten, vorwiegend rotationssymmetrischen Präzisionsteilen eingesetzt. Das Gerät verfügt über taktile Sensorik für die hochgenaue Messung.
Für die Kalibrierung von geometrischen Merkmalen an gängigen Referenznormalen oder Lehren gibt es in der Technik standardisierte Verfahren. Für Lehren oder Referenznormale, die sich in Abmessung und Gestaltung von den gängigen Normalen unterschieden oder für spezielle Anwendungsfälle konzipiert sind, bedarf es eines vielseitigen Kalibrierverfahrens zur Messung und Kalibrierung. Typische Messaufgaben sind hochgenaue Formmessungen mit Formtoleranzen im Bereich < 1 µm, wie sie z. B. bei Einspritzkomponenten vorliegen.
Kalibrierung eines Prüfzylinders zur Überprüfung der Signalverstärkung an einem Zylinder mit einer abgeflachten Fläche
Wir bieten:
|
||||||||||||
Koordinatenmesstechnik (FAU intern)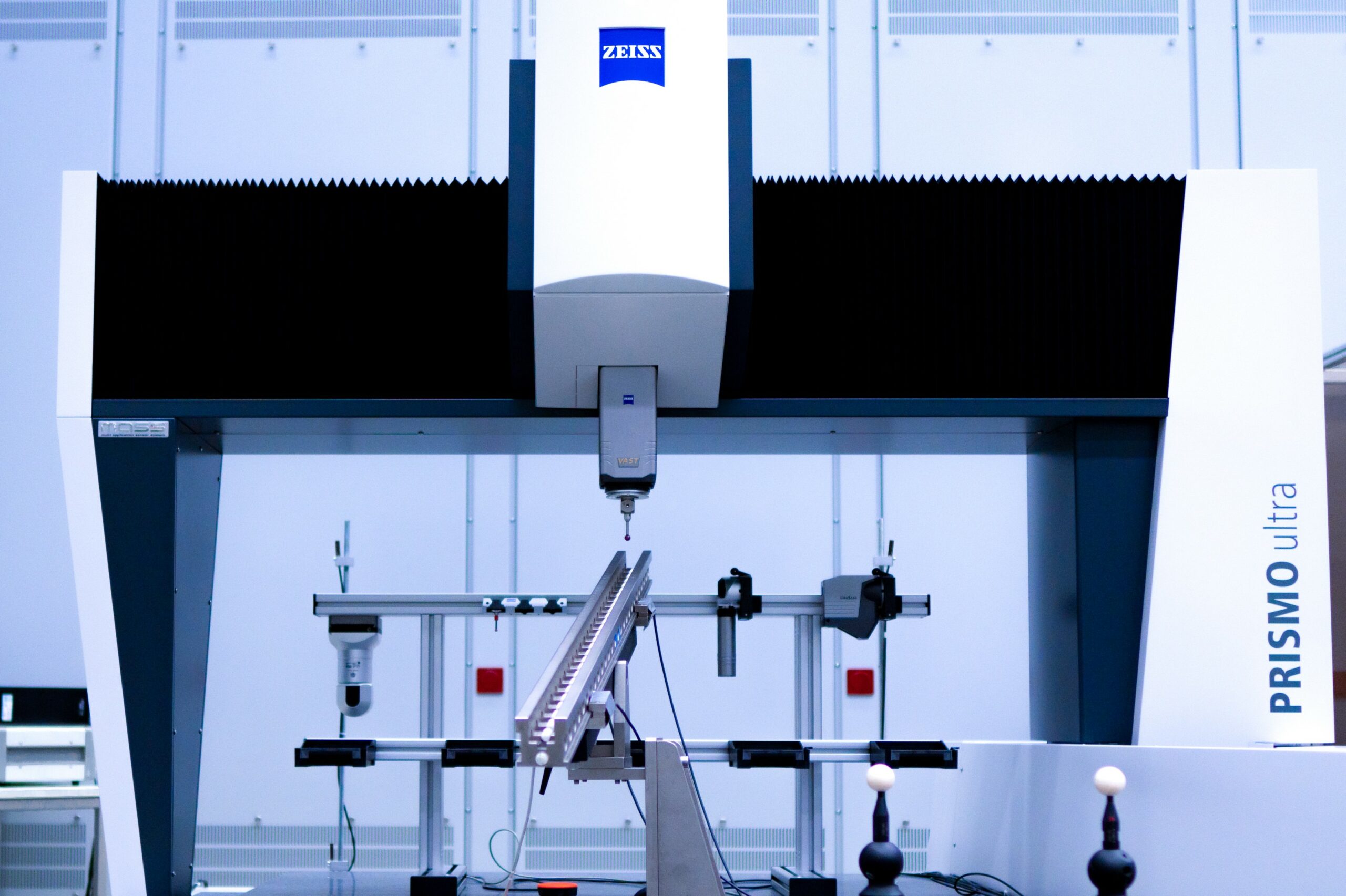 Das Multisensor-Koordinatenmessgerät Zeiss Prismo 12/18/7 ultra ermöglicht das Messen von Maß-, Form- und Lageparametern an Werkstücken. Das Gerät verfügt über taktile Sensorik für die hochgenaue Messung sowie über optische Sensorik zur Messung von geometrischen Merkmalen mittels einer hohen Anzahl an Messpunkten.
Für die Kalibrierung von geometrischen Merkmalen an gängigen Referenznormalen, Lehren oder Maßverkörperungen gibt es in der Technik standardisierte Verfahren. Für Maßverkörperungen, Lehren oder Referenznormale, die sich in Abmessung und Gestaltung von den gängigen Normalen unterschieden oder für spezielle Anwendungsfälle konzipiert sind, bedarf es eines vielseitigen Kalibrierverfahrens zur Messung und Kalibrierung. Mithilfe eines Koordinatenmessgeräts in Verbindung mit dem virtuellen Koordinatenmessgerät (VCMM) kalibrieren wir seit vielen Jahren für Forschung und Industrie geometrische Merkmale an Referenznormalen dieser Art.  Wir bieten:
|
Datenanalyse
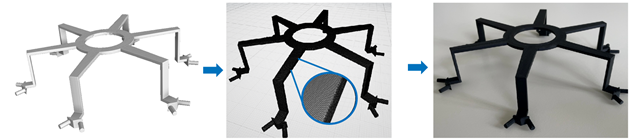
Volumenanalyse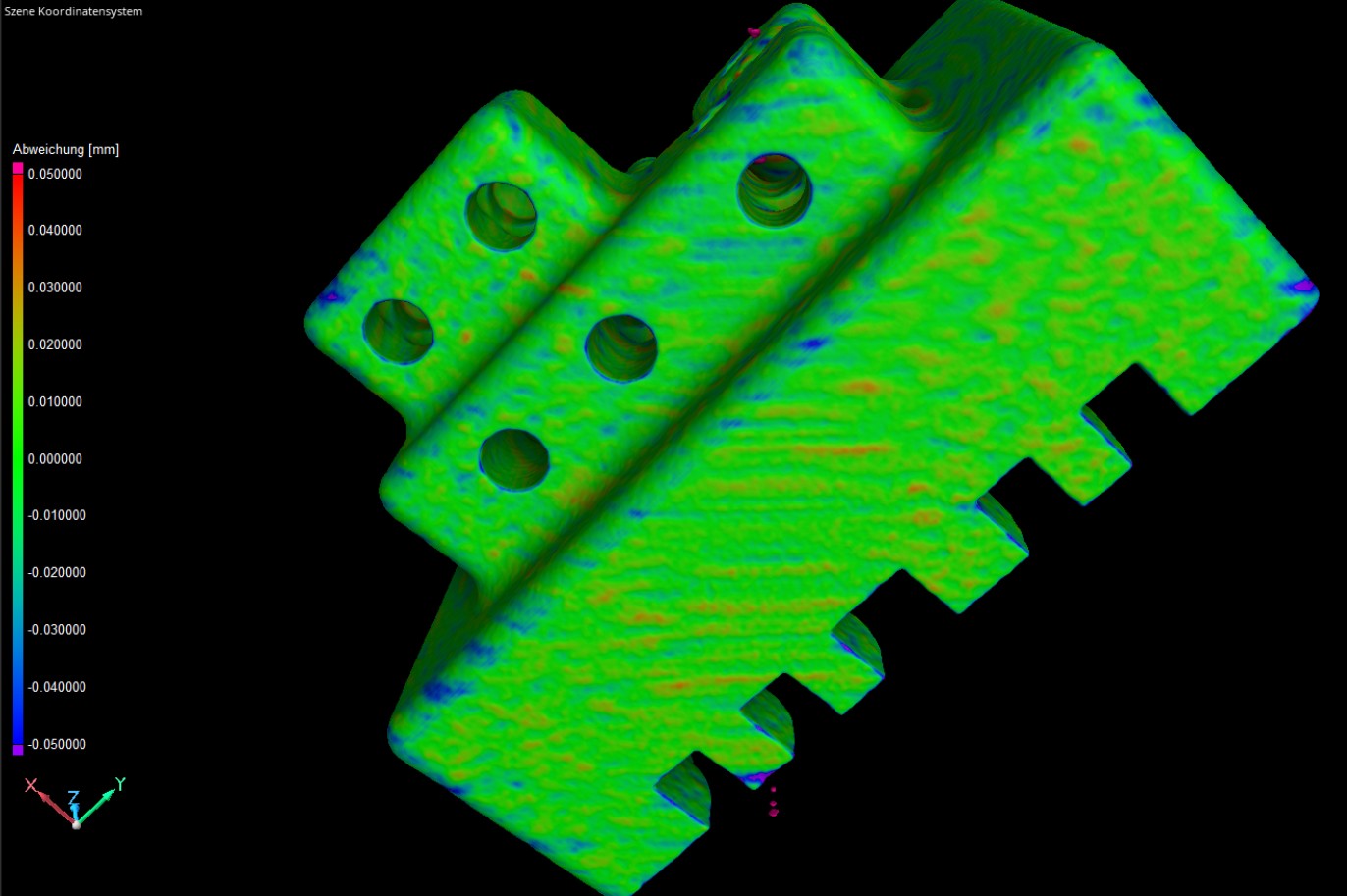 Mit der Software VGSTUDIO MAX lassen sich Volumendatensätze, sowie CAD-Daten, Punktewolken und Polygonnetze visualisieren und analysieren. Die Software ist der Quasistandard in der Auswertung von computertomografischen Daten und ergänzt ideal das METROTOM 1500. Abseits der Computertomografie (CT) können generell Oberflächendaten und Polygonnetze analysiert werden. Die Einsatzgebiete der Software umfassen unter anderem die dimensionellen Messtechnik, zerstörungsfreie Fehlersuche und die Analyse von Wandstärke und Defekten. Nachfolgend gezeigt ist eine Halterung, die zur Befestigung von Störkonturen bei CT-Messungen eines Mehrkugeldistanznormals verwendet wird, zu der jedoch durch individuelle Anpassungen kein CAD-Modell vorliegt. Die Halterung wurde zuerst tomografiert und anschließend die Oberfläche im Volumendatensatz bestimmt und in ein wasserdichtes Polygonnetz überführt. Die resultierende Oberflächeabbildung (.stl Format) kann anschließend verwendet werden, um exakte Kopien der individualisierten Halterung additiv zu fertigen.
Wir bieten:
|
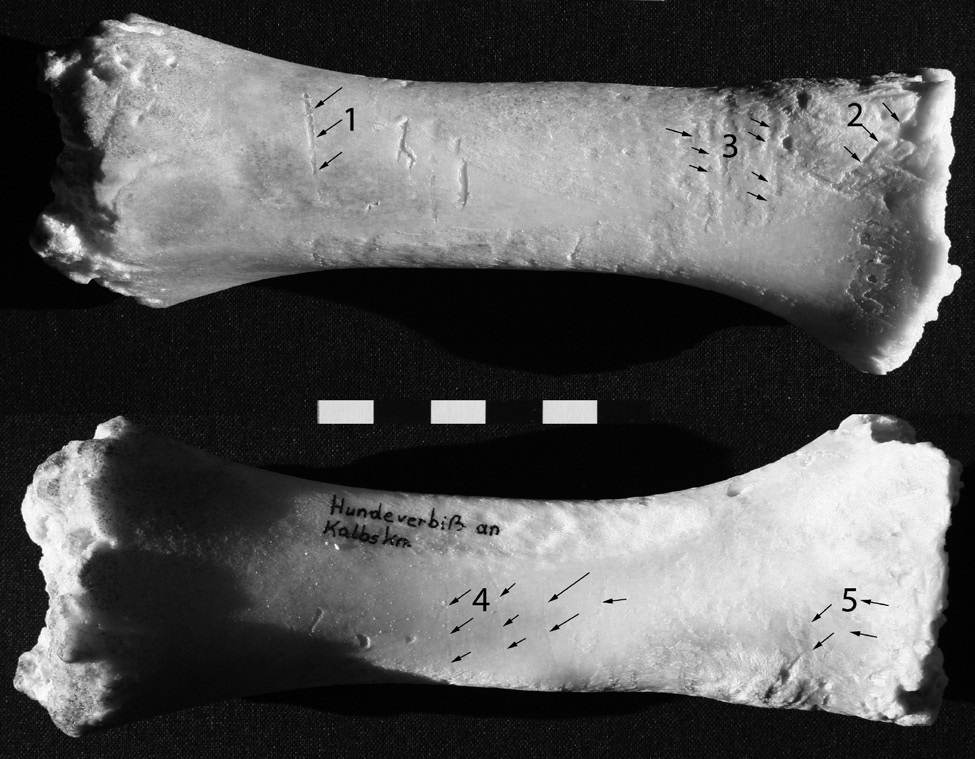
Konturanalyse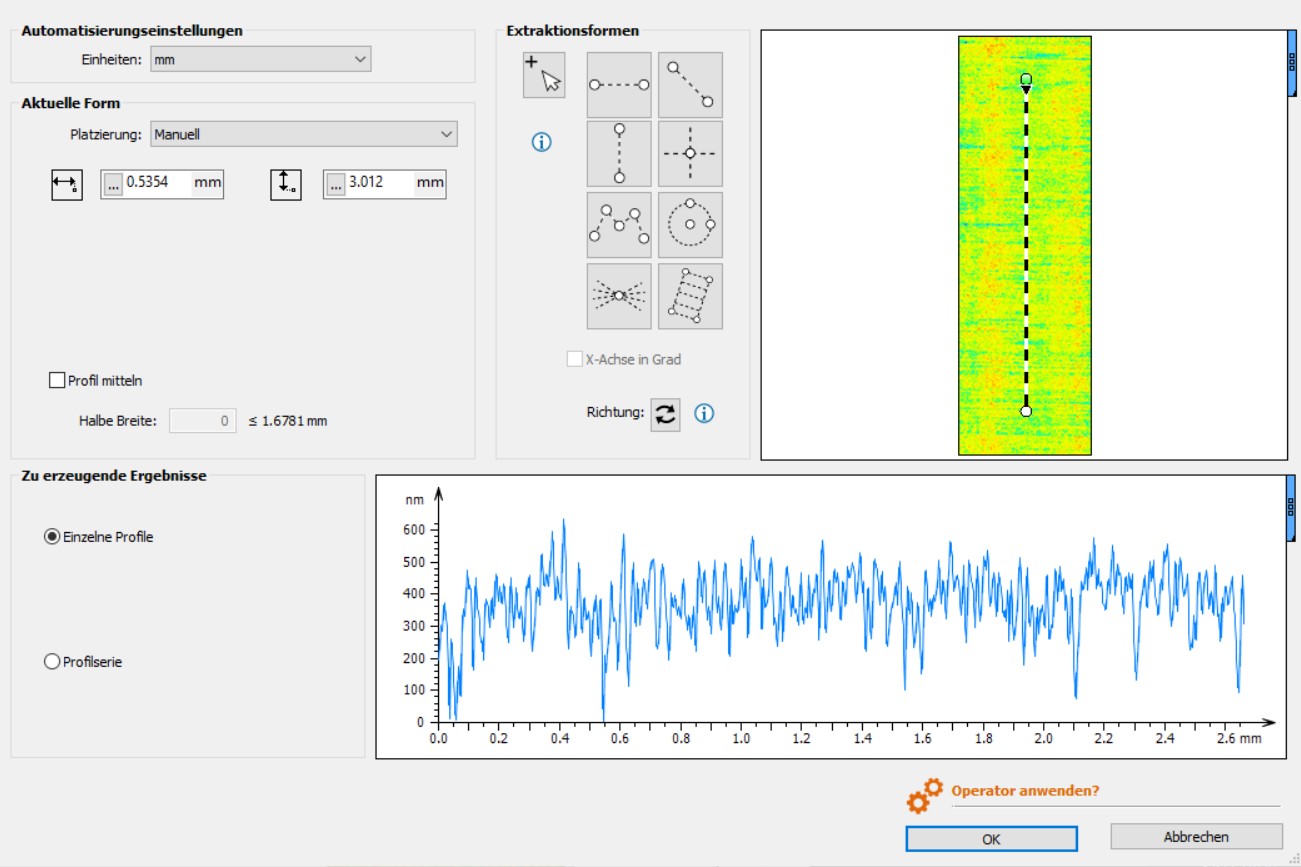 Die von Ingenieuren, Wissenschaftlern und Messtechnikern weltweit eingesetzte MountainsMap®-Software ist das Mittel der Wahl in der 2D- und 3D-Oberflächentexturanalyse und messtechnik zur Verwendung mit Profil-Messgeräte and flächenhaft arbeitende Messgeräten. Visualisierung, Korrektur und Analyse von Profilen und Oberflächen – Rauheits- und Welligkeitsfilter gemäß ISO 16610 – Berechnung von ISO-Profilen und Flächenparametern – Extraktion funktionaler und messtechnischer Informationen aus Ihren Daten mithilfe fortschrittlicher Werkzeuge: Fourier-Analyse, Partikelanalyse, Stufenhöhe, Formanpassung, Wavelet-Filter, Fraktalanalyse usw. – Freiformflächen (Schalen) laden, visualisieren und analysieren. Schnittspuren auf Tierknochen werden oftmals als Nachweis für den menschlichen Einfluss an archälogischen Fundorten verwendet. Diese Spuren können aber auch durch natürliche Beschädigungen wie z. B. durch Umlagerung von Sediment entstehen. Eine genaue Untersuchung der Oberflächenstrukturen auf Grundlage unserer Messungen hinsichtlich der Profiltiefe und -form erlaubt eine nähere Unterscheidung. [1]
 Messflächen der Zahnmarken im Blockbild. Quelle: [1] Literatur: [1] Steguweit, Leif: Schnittspuren oder Tierverbiss? Ein Beitrag zur Modifikation auf pleistozänen Knochenoberflächen. Knochen pflastern ihren Weg. Festschrift für Margarethe und Hans-Peter Uerpmann, Roland de Beauclair, Susanne Münzel und Hannes Napierala (Hrsg.), 2009, S. 247-258. ISBN: 978-3-86757-952-0.
Wir bieten:
|
Erweiterte Dienstleistungen und Kooperationsprojekte
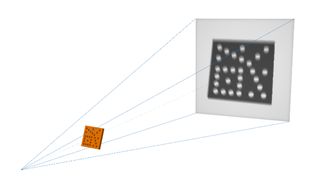
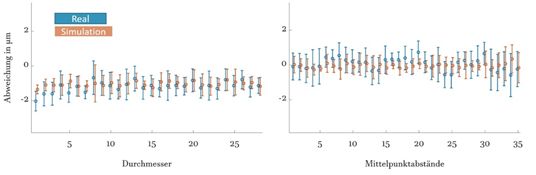
Realistische digitale Modelle für Röntgen-ComputertomografenEin realistisches digitales Modell eines industriellen Röntgen-Computertomografen ermöglicht die vorab Simulation von Mess- und Prüfaufgaben sowie perspektivisch die Ermittlung der Messunsicherheit gemäß GUM Supplement 1. Dadurch ist es möglich den Entwicklungs- und Prüfprozess von Messaufgaben zu beschleunigen und zu optimieren. Für die Erstellung eines realistischen digitalen Modells eines industriellen Computertomografen bedarf es der Charakterisierung verschiedenster Parameter. Hierfür wurde im Projekt CTSimU2 der am Lehrstuhl zur Verfügung stehende industrielle, metrologischen Computertomograf Zeiss METROTOM 1500 charakterisiert und Messungen eines Prüfkörpers (der Lochplatte der PTB (Physikalisch-Technischen Bundesanstalt, Braunschweig)) in der Simulationssoftware aRTist (BAM, Berlin) nachgebildet. Das untenstehende Beispiel zeigt, dass eine hinreichend genaue Nachbildung für Durchmesser und Mittelpunktabstände erreicht wurde.
Wir bieten:
|
|||||
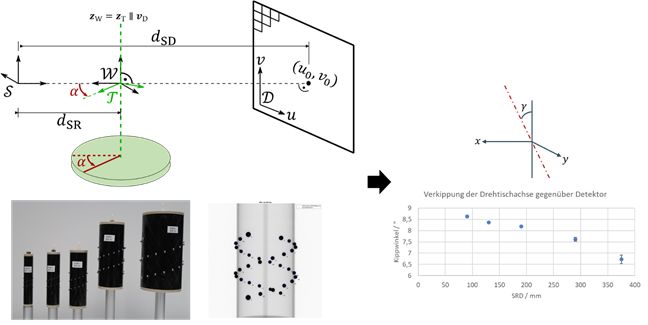
Geometriekalibrierung für CT-GeräteFür Kunden, die bereits mit eigener CT-Messtechnik arbeiten, jedoch mit den Auswirkungen von Geometrieabweichungen (z. B. Doppelränder durch schlecht justierte Drehtischachse, Skalierungsabweichungen bei dimensionellen Messungen durch unzureichend bestimmte Vergrößerung) zu kämpfen haben, bieten wir die Möglichkeit, mit lehrstuhleigenen Einmesskörpern die CT-Geometrieparameter durch Kalibrierscans hochgenau zu ermitteln und Hilfestellung, um diese bei der Volumenrekonstruktion erfolgreich zu korrigieren. Mittels Projektionsdatenauswertung kann für ein gegebenes CT-System für verschiedene Vergrößerungsstufen die Verkippung der Drehtischachse gegenüber der Detektorausrichtung bis in den einstelligen Winkelsekundenbereich ermittelt werden. Abweichungen der realen Achsenlage zur angenommenen Position lassen sich bis in den Mikrometerbereich feststellen. Zusätzlich lassen sich auch Abweichungen der Drehtischbewegung (z.B. Scanwinkelabweichungen) ermitteln.
Wir bieten:
|


Messraum
 Übersicht des FMT-Messraums Übersicht des FMT-Messraums
Messungen im Rahmen von Dienstleistungen und Forschungskooperationen finden in unserem Messraum statt. Dieser besitzt nach VDI/VDE 2627 Blatt 1 die höchste Messraumgüteklasse (Güteklasse 1) und eignet sich somit optimal für die Messung geometrischer Merkmale an Messobjekten.
|